Оборудование и технологии глубинного шлифования – ОАО Станкозавод «Красный борец»
ОАО Станкозавод «Красный борец» выпускает прецизионные плоскошлифовальные станки различных моделей и их модификаций уже более 50 лет. Его известность шагнула далеко за пределы Республики Беларусь. Станки, выпускаемые заводом, работают на всех континентах, практически во всех индустриально развитых странах.
Сегодня ОАО Станкозавод «Красный борец» является одним из ведущих производителей прецизионного сложнотехнического оборудования на территории ЕАЭС. Завод располагает необходимой производственной базой для выпуска высококачественного прецизионного оборудования, отвечающего требованиям мирового рынка. Постоянное повышение технического уровня продукции, внедрение прогрессивных технологических процессов, обеспечивающих точность и долговечность работы станков у потребителей, стали надежным залогом успехов заводского коллектива.
Основным направлением производственной деятельности Станкозавода «Красный борец» является выпуск специального шлифовального оборудования для решения конкретных задач в мелкосерийном, серийном и массовом производстве.
За последние два года предприятием освоено производство станков и полуавтоматов для глубинного силового шлифования труднообрабатываемых материалов: жаропрочных сплавов и сталей на хромоникелевой основе, титановых сплавов и др. Это обработка плоских и фасонных поверхностей различных деталей, прорезка пазов и шипов. Обработка профилей может производиться с периодической правкой профиля шлифовального круга, с помощью вращающихся алмазных роликов, от стола, методом обхода контура или накаткой профиля фасонным алмазным роликом механизма непрерывной правки, установленного на шлифовальной головке.
Применение двухшпиндельной обработки одновременно верхней и нижней стороны детали, однопроходным шлифованием, позволяет получить высокую производительность и точность обработанных поверхностей. В данных станках применены комплектующие изделия ведущих мировых производителей.
Станки для глубинного шлифования имеют различную компоновку:
– Полуавтомат профилешлифовальный с ЧПУ модели ОШ-220Ф3 имеет прямоугольный стол, перемещающийся в продольном направлении и подвижную колонну со шлифовальной головкой, которые перемещаются в поперечном направлении. На корпусе шлифовальной головки установлен механизм непрерывной правки шлифовального круга. Максимальные размеры обрабатываемой заготовки на данном станке (LxBxH) 800х400х500 мм. Шлифование профильных поверхностей, а также непрерывная правка шлифовального круга производятся по управляющей программе ЧПУ в автоматическом цикле, с применением силового одно (или двух) проходного шлифования, с гидроочисткой шлифовального круга.

Полуавтомат профилешлифовальный с ЧПУ модели ОШ-220Ф3
– Полуавтомат профилешлифовальный с ЧПУ модели ОШ-680Ф3 имеет подвижную колонну, перемещающуюся в продольном и поперечном направлении, шлифовальную головку перемещающуюся вертикально по направляющим колонны. Сверху на корпусе шлифовальной головки установлен механизм непрерывной правки шлифовального круга. Максимальные размеры обрабатываемой заготовки (LxBxH) 800х400х400 мм. Шлифование деталей производится в автоматическом режиме, с непрерывной правкой шлифовального круга. Станок оснащен системой ЧПУ Sinumerik-840Dsl фирмы Siemens и имеет шесть программируемых координат.

Полуавтомат профилешлифовальный с ЧПУ модели ОШ-680Ф3
– Полуавтомат двухшпиндельный профилешлифовальный с ЧПУ модели ОШ-233Ф3 имеет компоновку с перемещающимся в продольном направлении прямоугольным столом и неподвижной колонной, по которой вертикально перемещаются две горизонтальные шлифовальные головки. Станок предназначен для симультанной (одновременной) обработки абразивными шлифовальными кругами прецизионных профильных поверхностей хвостовиков лопаток газотурбинных двигателей. Максимальные размеры обрабатываемой заготовки (LxBxH) 600х100х160 мм. Шлифование деталей производится в автоматическом режиме, с периодической правкой шлифовального круга профильным алмазным роликом. Станок оснащен системой ЧПУ Sinumerik-840Dsl фирмы Siemens и имеет семь программируемых координат.
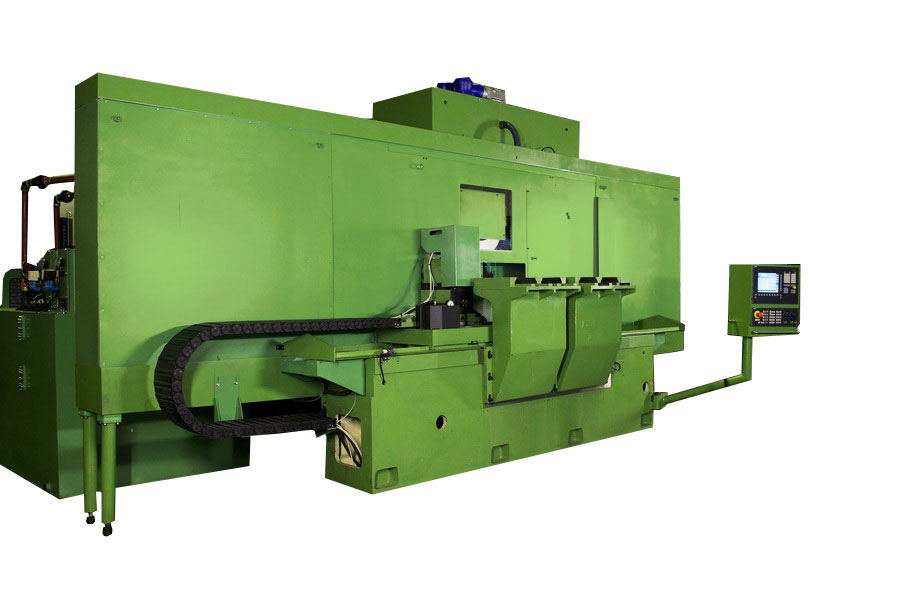
Полуавтомат двухшпиндельный профилешлифовальный с ЧПУ модели ОШ-233Ф3
На вышеуказанных станках применяется глубинное шлифование деталей со съемом металла до 10 мм за один проход. При этом используются специальные абразивные круги с открытой структурой (высокопористые) на керамической связке. Что обеспечивает более эффективный отвод снимаемой стружки, создает лучшие условия для охлаждения детали в зоне резания, уменьшает вероятность засаливания круга, предотвращает возможность появления прижогов на шлифуемых деталях.
В процессе шлифования в зону обработки подается смазочно-охлаждающая жидкость, как правило на водной основе, под высоким давлением и в объеме не менее 400 л/ мин. И дополнительно на рабочую поверхность шлифовального круга подается СОЖ под давлением (1,4…1,7 МПа), для гидроочистки шлифовального круга в процессе всего цикла обработки.
Особенностью описанных глубинных шлифовальных станков является применение устройств термостабилизации температуры СОЖ, применение холодильных установок для поддержания постоянной температуры эмульсии.
Высокая жесткость станков и станочных приспособлений, а также высокая мощность приводов главного движения, обеспечивают возможность применения непрерывной правки шлифовального круга профильным алмазным роликом. При этом обеспечивается необходимое усилие шлифования. И вертикальное изменение формы на всем пути шлифования остается постоянным. Путем непрерывной подачи на правку, затупленные шлифующие зерна после каждого врезания снова затачиваются или выламываются из связки. При таком способе, для врезания используются только полностью пригодные для резания шлифовальные зерна. Одновременно с помощью алмазного ролика непрерывно восстанавливается связка и пространство для стружки, заполненное веществом, освобождается, тем самым для каждого врезания имеется необходимое пространство для стружки.
Основное преимущество непрерывной правки – это более короткое время шлифования и большая объемная производительность резания, меньшее термическое воздействие на деталь, меньшее и постоянное усилие при шлифовании.
На станках может использоваться как обычное (скорость резания 28…35 м/с), так и скоростное шлифование (скорость резания 35…50 м/с). Прямолинейность обрабатываемой поверхности зависит от усилия шлифования и находится в пределах 1…10 мкм
При шлифовании авиационных деталей, в частности турбинных лопаток, методом глубинного шлифования, необходимо рационально выбрать величину подачи на правку.
Чем выше выбирается величина подачи на правку за один оборот круга, тем больше может устанавливаться скорость продольной подачи круга. Практические величины подачи на правку находятся в диапазоне 0,1 – 2 мкм на каждый оборот шлифовального круга.
Выбор попутного или встречного шлифования, при глубинном методе обработки, заметно влияет на качество обработанной поверхности. Для исключения прижогов, оптимальным является попутное шлифование, при котором зона, подверженная нагреву, полностью вышлифовается.
Скорость истечения струи СОЖ из сопла полива близка к окружной скорости шлифовального круга. Струя СОЖ «прикреплена» к кругу на секторе 30-40°.
Немаловажным фактором качественного глубинного шлифования является стойкость шлифовальных кругов, которая зависит от материала обрабатываемых деталей.
Стойкость круга оказывает влияние на процесс самозатачивания зерен шлифовального круга и величину силы резания при шлифовании.
Благодаря поиску новых инженерных решений ОАО Станкозавод «Красный борец» занимает достойное место в ряду производителей оборудования для глубинного шлифования.
211391, Республика Беларусь, г. Орша, ул. Энгельса, д. 29
тел.: +375 (216) 21-81-40, 21-81-46, 21-81-42, 21-81-48
факс: +375 (216) 21-81-42
e-mail: market@krasnyborets.com
www.krasnyborets.com