Измерение геометрических параметров прецизионных деталей и инструментов
Анализ современных тенденций развития машиностроительного комплекса показал, что обеспечение качества выпускаемой продукции в современном многономенклатурном производстве невозможно без гибких систем автоматизированного контроля.
На машиностроительных предприятиях необходимо внедрять новые методы и средства контроля, в т.ч. наиболее эффективные на сегодняшний день координатные измерительные машины (КИМ), приборы и системы (КИС) различных компоновок и типоразмеров. Положенный в основу их работы координатный метод измерения является наиболее универсальным и может эффективно применяться для автоматизированного контроля широкой номенклатуры прецизионных деталей и инструментов (в т.ч. со сложнопрофильными поверхностями: зубчатые колеса, червячные фрезы, резьбовые калибры, железнодорожные шаблоны и др.).
Принципиальная основа координатного метода измерения заключается в том, что любую поверхность или профиль можно представить состоящей из бесконечного числа отдельных точек и если известно положение в пространстве какого-то ограниченного числа этих точек (массив точек), т.е. определены их координаты, то по соответствующим формулам (алгоритмам) можно рассчитать размеры этих поверхностей (профилей) и отклонения формы, а также определить расположение поверхностей (профилей) в пространстве и между собой (координатные размеры и отклонения расположения).
Суммарная погрешность координатных измерений заданных размеров, отклонений формы и расположения поверхностей зависит не только от погрешностей определения координат измеряемых точек (т.е. точности оборудования), но и от правильного выбора стратегии измерений (количество точек и их расположение на измеряемой поверхности), адекватности применяемых математических моделей и точности расчетных алгоритмов.

В соответствии с планом НИОКР ЗАО «ЧелябНИИконтроль» выполняется разработка новой серии многофункциональных измерительных приборов и систем модульной конструкции, предназначенных для высокоточных измерений деталей и инструментов со сложнопрофильными поверхностями, по сути специализированных КИМ. На стадиях проектирования, изготовления и испытаний новых приборов проводятся исследовательские работы и выполняются мероприятия для снижения нормируемой погрешности координатных измерений.
Для проведения предварительного анализа кинематики приборов, особенностей закрепления различных конструкций и типоразмеров измеряемых деталей специалисты ЗАО «ЧелябНИИконтроль» проводят компьютерное моделирование новых вариантов структур и компоновок измерительных систем. Сокращение времени разработки и снижение себестоимости изготовления новых измерительных приборов достигается за счет обеспечения модульности конструкций механических узлов, электронных блоков и программного обеспечения. Замена механических модулей мехатронными позволяет значительно сократить длину кинематических, функциональных и размерных цепей, повысить точность и степень автоматизации процессов контроля.
В 2006-2008 гг. изготовлены и внесены в Госреестр средств измерения двухкоординатный измерительный прибор НИИК-481КМ2 (для контроля резьбовых калибров нефтегазового сортамента) и трехкоординатная многофункциональная измерительная система НИИК-484 (для контроля параметров зубчатых колес, червячных фрез, долбяков). Управление приборами, перемещение узлов осуществляет оператор, съем измерительной информации, расчеты, оформление протоколов автоматизированы за счет использования программного обеспечения (ПО) «ТЕХНОкоорд».
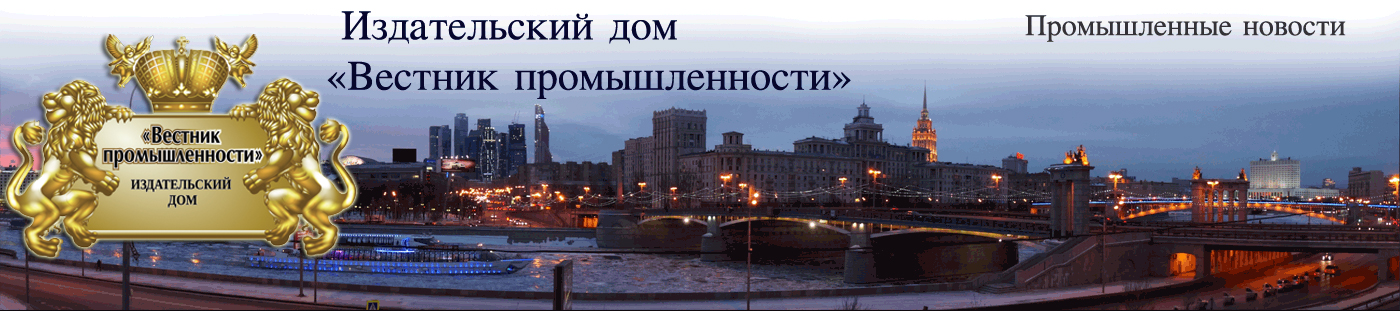
Трехкоординатная многофункциональная измерительная система НИИК-484
Для реализации полностью автоматизированного цикла координатных измерений высокоточных деталей и инструментов со сложнопрофильными поверхностями в 2008–2013 гг. выполнен большой объем НИОКР, изготовлены и испытаны несколько прототипов новой четырехкоординатной измерительной системы с компьютерным управлением НИИК-483. КИС НИИК-483 является многофункциональной и гибкой базовой платформой для создания целого комплекса координатно-измерительного оборудования. Например, по заказу ОАО «НИИизмерения» были разработаны и изготовлены механические части КИС для контроля червячных фрез (БВ-5139) и долбяков (БВ-5140). Результаты испытаний учтены в новой усовершенствованной серии КИС НИИК-485. В зависимости от требований заказчиков для сборки готовой системы используются типовые функциональные модули, узлы и электронные блоки собственной разработки, комплектующие ведущих мировых производителей (энкодеры и измерительные головки Renishaw, привода и контроллеры Siemens, Bosch Rexroth, линейные направляющие и подшипники INA и др.). Разработанное ПО «ТЕХНОкоорд-4К» с дополнительными программными модулями обеспечивает выполнение автоматизированных циклов контроля геометрических параметров насадных и валковых зубчатых колес, резьбовых калибров, червячных фрез и других высокоточных деталей и инструментов со сложнопрофильными поверхностями.

Четырехкоординатная измерительная система с компьютерным управлением НИИК-483
Обеспечение необходимой точности аппаратной части этих приборов достигается как за счет качества изготовления и сборки, так и с помощью разработанных процедур объемной калибровки рабочего пространства. С помощью лазерного интерферометра Renishaw для каждого узла линейных координатных перемещений определяются систематические погрешности позиционирования и остаточная криволинейность направляющих. Отклонения от перпендикулярности осей рассчитываются при выполнении «диагонального» теста. Разработаны, изготовлены и аттестованы различные варианты эталонов для калибровки узлов угловых координатных перемещений (поворотные столы, делительные головки). Полученные значения систематической погрешности в исследованных точках рабочего пространства при линейных и угловых движениях узлов прибора интерполируются на весь диапазон перемещений и используются для внесения поправок в величину измеренных координат точек.

Расчетная схема калибровки геометрических погрешностей
Возможность бесконтактных измерений сложнопрофильных поверхностей (железнодорожные шаблоны, формообразующие кромки режущих инструментов) обеспечивает разработанная оптико-электронная измерительная система НИИК-890 «ОптИС». Система может быть использована как самостоятельное средство измерения, так и в качестве дополнительного модуля при модернизации различного измерительного оборудования (микроскопы, КИМ, приборы для размерной настройки режущего инструмента вне станка). Разработана методика 2D калибровки ПЗС-матрицы видеокамеры, которая позволяет применять высокопроизводительные многоточечные стратегии координатных оптических измерений.
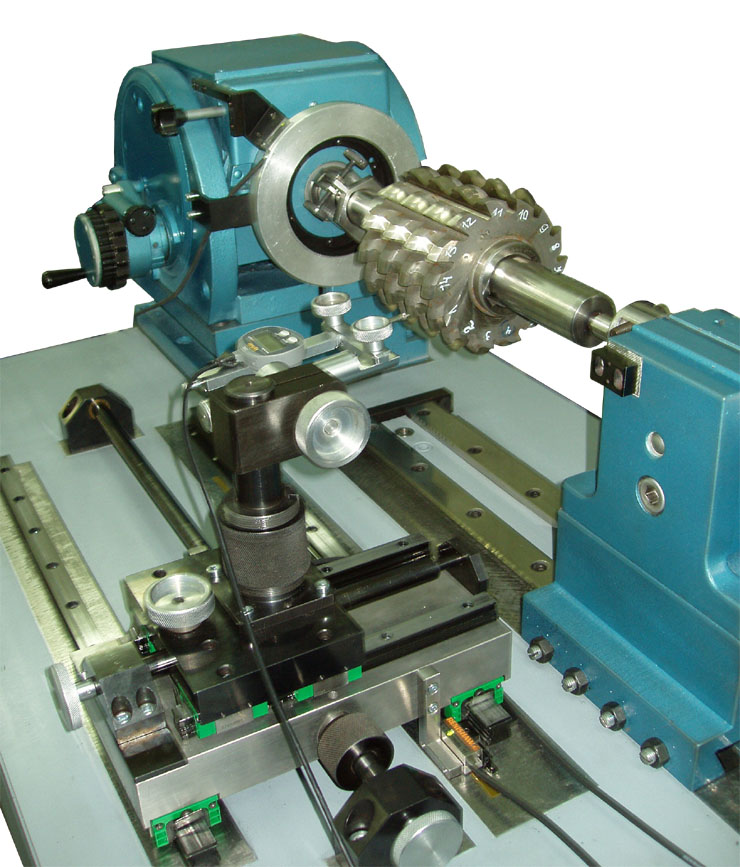
Прибор для размерной настройки режущего инструмента НИИК-2027К
Новые и модернизированные приборы оснащаются специализированным метрологическим ПО собственной разработки, которое включает в себя не только модули для получения, обработки и анализа измерительной информации, но и удобные графические интерфейсы пользователя, настраиваемые на конкретную операцию измерения, а также средства для формирования подробных отчетов, для статистической обработки результатов измерения. Разработанное программистами института ПО для КИМ «ТЕХНОкоорд» (Технология Координатных Измерений) обеспечивает работу с трехмерными моделями измеряемых деталей в соответствии со стандартами CALS-технологий. В ПО интегрированы модули для выполнения процессов калибровки аппаратной части, учета результатов калибровки при определении и коррекции координат измеренных точек.
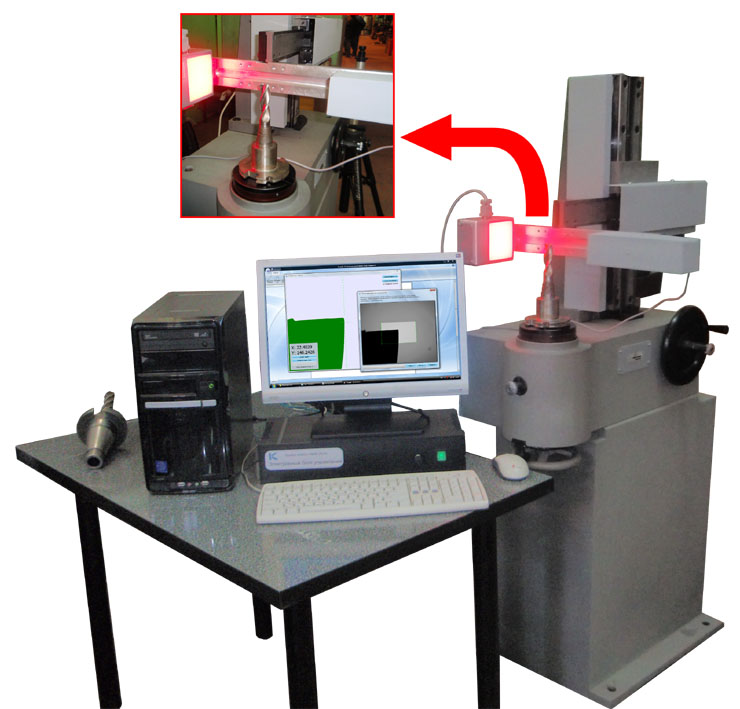
Скриншоты ПО ТЕХНОкоорд
ПО «ТЕХНОкоорд» может быть использовано не только для непосредственного управления работой КИМ в on-line режиме. При дополнительной установке лицензионного ПО на автономные компьютеры появляется возможность работать в off-line режиме (без подключения к КИМ). Виртуальная 3D-среда обеспечивает полную симуляцию процесса измерения, позволяет разработать, проверить и откорректировать управляющую программу, которая в дальнейшем может быть запущена на реальной КИМ.
Для уменьшения влияния методических и расчетных погрешностей на точность координатных измерений проводятся исследования, разрабатываются новые алгоритмы и программные модули для проектирования оптимальных стратегий измерения и расчета линейно-угловых параметров типовых поверхностей (в т.ч. сложнопрофильных).
Сурков И.В., к.т.н., доцент, член-корреспондент Метрологической Академии РФ, директор ЗАО «ЧелябНИИконтроль»