Промышленное производство биметалла и биметаллических заготовок с плакирующим слоем из титана
С 2004 г. в подмосковном г. Красноармейске Группа Компаний «Битруб» (в составе ООО «Битруб» и ООО «Битруб Интернэшнл») совместно с ФКП НИИ «Геодезия» производит методом сварки взрывом биметалл и биметаллические заготовки для важнейших отраслей машиностроения: нефтехимического, атомного, судостроительного, металлургического и др. Ежегодно производится свыше 4000 м² двухслойных листов размерами до 26 м².
Титан – востребованный отечетвенной промышленностью металл, широко применяется при производстве оборудования, работающего в контакте с агрессивными средами, в частности, содержащими хлор-ионы. При изготовлении конденсаторного оборудования не наблюдается отложение солей. Недостатки титана, как конструкционного материала, заключаются в его высокой стоимости и низкой технологичности, связанной с высокой химической активостью. Применение биметалла с относительно тонким плакирующим слоем из титана позволяет резко снизить стоимоть и повысить технологичность. Из-за образования титана с большинством металлов интеметаллидных соединений получение качественного биметалла возможно только сваркой взрывом.

Установка пакета на взрывной площадке
На предприятии в содружестве с академическими и учебными институтами была разработана принципиально новая технология сварки взрывом в среде защитных газов для производства биметалла сталь+титан. В 2011 – 2014 гг. по этой технологии произведены и поставлены в ОАО «Турбоатом» (г. Харьков) двухслойные плиты марки 09Г2С+ВТ1-0 размерами 30(25+5)х3200х3600 мм для изготовления трубных решеток конденсаторов энергоблоков Ростовской и Балаковской АЭС. Технология обеспечивает получение сплошности соединения по нулевому классу, т.е. отсутствуют дефекты сплошности соединения площадь которых превышает 1 см2. Прочность соединения слоев по результатам испытания образцов отобранных из краевых зон листов колеблется в широком диапазоне от 160 МПа до 350 МПа, что соответствует требованиям отечественных и зарубежных технических условий.
 Подготовка металла в цехе
Подготовка металла в цехе
По заданию и совместно с ФГУБ ЦНИИ «Прометей» в рамках Федеральой целевой программы «Развитие гражданской морской техники» на 2014-2016 гг. для усовершенствования технологии производства, а также исключения образования зон пониженной прочности были выполнены широкие исследования структуры и свойств на крупногабаритных листах сталь-титан, в результате которых сделаны следующие выводы:
1. Технологический процесс сварки взрывом в среде аргона обеспечивает прочность соединения титана со сталью более 300 МПа по всей поверхности крупногабаритных листов и данные УЗК дают объективную оценку качества соединения.
2. Площадь литых включений практически не зависит от длины листа и колеблется в относительно узких пределах и близка к теоретической оценке по методике.
3. Появление участков несплошности и пониженной прочности, в структуре которых наблюдается повышенное содержание литых включений и интерметаллидов, обусловлено образованием воздушных карманов в сварочном зазоре.

Двухслойные стержни сталь-титан для токоподводов
Внесение в технологический процесс производства сваркой взрывом крупногабаритных двухслойных листов сталь-титан позволило исключить образование в соединении слоев участков несплошностей и пониженной прочности и разработать методику определения участков пониженной прочности методом ультразвуковой дефектоскопии.
По усовершенствованной технологии были изготовлены и поставлены заказчикам:
– Два комплекта (72 шт.) двухслойных плит марки 09Г2С + ВТ1-0 (Ti Grade 1) размерами 30(25+5)х3200х3600 мм для модульных конденсаторов энергоблоков Балаковской АЭС (заказчик ООО «Комплект Энерго»). Поставка произведена со шлифовкой поверхности плакирующего слоя.
– Комплекты двухслойных плит марки 09Г2С +ВТ1-0 размерами 38(30+8)х3200х3400 мм и 38(30+8)х2680х2900 мм для АО «Калужский турбинный завод».
– Комплект двухслойных листов марки 08Х18Н10Т+ВТ1-0 размерами 40 (30+10)х1000х2000 мм для ОАО «Машпром».

Двухслойные листы сталь-титан перед отправкой
Проведение поисковых работ по нанесению покрытий на длинномерные цилиндрические изделия методом сварки взрывом выявило перспективность использования этого метода для изготовления токоподводов титан-медь для электролизеров никеля и кобальта. Лабораторные и эксплуатационные исследования показали, что обеспечение прочного соединения между титаном и медью исключает изменение контактного сопротивления между слоями в процессе эксплуатации, что обеспечивает стабильность работы электролизера.
Разработана и освоена технология производства сваркой взрывом длинномерных двухслойных стержней марки медь М1+титан ВТ1-0 диаметром 20(18+2) мм и 32(28+2) мм длиной 1500 мм, а также для изготовления токоподводов электролизеров. Испытание первой промышленной партии электролизеров (около 1000 шт.), оснащенных токоподводами из двухслойных стержней (заказчик ООО «СпецТоргСервис»), на Кольском горно-металлургическом комбинате показало, что в процессе девяти месячных испытаний не изменилось электросопротивление токоподводов и они работают лучше импортных.
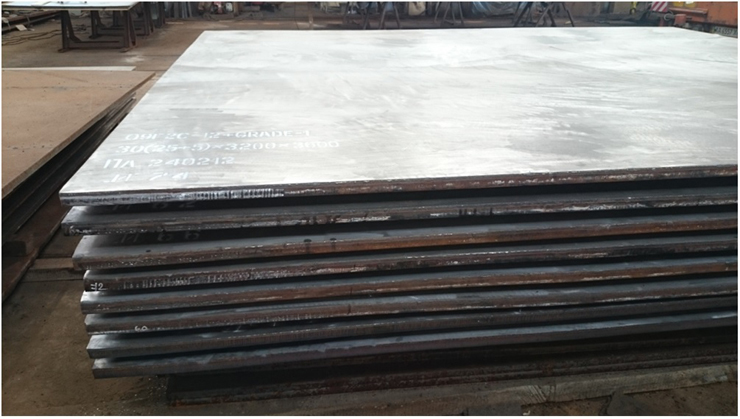
Двухслойные листы сталь-титан готовые к отгрузке
Следует отметить принципиальную разницу характера производства сваркой взрывом крупногабаритных двухслойных листов и двухслойных стержней. В первом случае – это длительная подготовка к сварке взрывом и изготовление в смену до шести листов. Во-втором – необходимо обеспечить поточное производство с выпуском 150 и более стержней в смену, т.е. потребовалась разработка технологии поточного производства, что было не простой задачей с учетом специфики работы, связанной с ведением взрывных работ.